

E71T-8 (AWS A5.20-95)
Порошковая самозащитная проволока
производство Huatong Welding Industries Co., LTD
Хим. состав (%): С – 0.07, Mn – 0.65, Si – 0.04, P – 0.012, S – 0.009, Ni – 0.23, Cu – 0.15
Мех. свойства: предел текучести 435 Н/мм2, сопротивление на разрыв 530 Н/мм2, относительное удлинение – 24%
Конструкция проволоки: трубчатая, бесшовная
Идея порошковой самозащитной проволоки — электрода, вывернутого наизнанку, — принадлежит инженерам компании Линкольн Електрик. Проволока с такими свойствами выпускается уже почти 50 лет.
Преимущества:
- проволока великолепно подходит для сварки на открытом воздухе, при ветре и экстремальных температурах.
- сердечник содержит все защитные, шлакообразующие и деоксидирующие присадки. Тем самым отпадает необходимость в использовании какого бы то ни было внешнего защитного газа или флюса.
- открытая дуга, позволяющая оператору аккуратно размещать наплавляемый металл и визуально следить за сварочной ванной;
- исключительно жёсткий контроль за химическим составом, позволяющий получать гарантированный состав шва;
- возможность сварки во всех пространственных положениях, сварка на подъем с обратным формированием, высокие показатели ударной вязкости, сварка в один и несколько проходов;
- отсутствие дополнительного оборудование для подачи флюса и газа, а, следовательно, компактность сварочного оборудования;
- проволока покрыта специальной смазкой и способна противостоять большому давлению подающих роликов.
Применение.
Сварочная порошковая проволока широко применяется езде, где условия работы затрудняют подведение защитного газа: при сооружении металлургических комплексов, корпусов реакторов атомных электростанций, крупных резервуаров, при изготовлении угольных комбайнов, тяжелых кранов, бульдозеров, скреперов, экскаваторов, трелевочных тракторов, практически всей номенклатуры сельскохозяйственной техники, в полевых условиях для ремонта техники и оборудования.
Технология изготовления порошковых проволок.
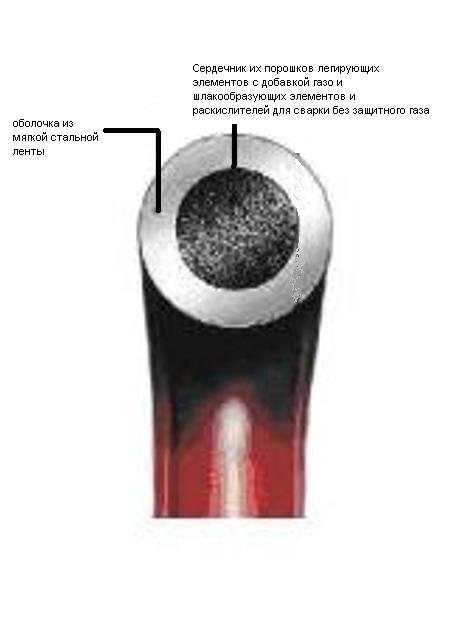
Производство высоколегированных электродных материалов для механизированной наплавки относительно просто решается с помощью порошковой проволоки, которая состоит из оболочки (мягкой стальной, никелевой или подобной ленты) и сердечника из порошков легирующих компонентов (ферросплавов, чистых металлов, карбидов, боридов и т. п.).
В самозащитных порошковых проволоках, при использовании которых не требуются флюсы или защитные газы, в шихту сердечника порошковой проволоки вводят также газо- и шлакообразующие компоненты, раскислители и элементы, обладающие большим химическим сродством к азоту. В этом случае наплавку можно вести без флюса и защитных газов. Такую проволоку называют самозащитной.
Состав порошковой проволоки.
Порошковая проволока состоит из оболочки и сердечника (наполнителя). Оболочкой служит холоднокатаная лента из низкоуглеродистой стали, неполированная, особо мягкая.
Размеры ленты по толщине и ширине определяются технологией изготовления проволоки заданного диаметра. Лента поставляется в рулонах или кругах с внутренним диаметром не менее 150 мм. Поверхность ее покрыта консервационной смазкой. Поступающая лента перед изготовлением проволоки очищается от масла и загрязнений.
Сердечником порошковой проволоки служит шихта. Компоненты шихты должны отвечать определенным требованиям по химическому составу и грануляции. Крупность частиц порошков, входящих в состав шихты, определяет сыпучесть последней и, как следствие, — качество дозирования при заполнении проволоки.
Часть материалов поставляется в виде порошков с гранулометрическим составом, близким к требуемому. Поэтому такие материалы перед изготовлением проволоки подвергаются лишь контрольному просеву и при необходимости—сушке. В виде порошка поставляются рутиловый концентрат, флюоритовый концентрат, крахмал, глинозем, железный порошок, натрий кремнефтористый и ряд других материалов.
Готовая смесь поступает на участок заполнения проволоки.
Аналоги проволоки мировых производителей:
Lincoln Electric (группа проволок “Fast Freeze” для сварки металлоконструкций, сварные швы с переменой пространственного положения) — Марки: NR-232, NR-233
ESAB - Марка: Coreshield 8 производства завода ESAB Welding & Cutting Products, г. Гановер, США








