Уважаемые пользователи аппаратов для полуавтоматической сварки в среде защитных газов (MIG/MAG),
Часто звучат жалобы, что проволока «плохо протягивается», » застревает в горелке», «с проволоки обсыпается медное покрытие», » проволока подаётся не плавно» и т.п. Стоит обратить внимание на самый основной момент перед началом работы: правильно ли подобран сам подающий механизм и как в нём, собственно, установлена кассета с проволокой, правильно ли настроено прижимное усилие . Всё это важные моменты, обеспечивающие плавную и эффективную работу данного типа оборудования.
Механизм подачи проволоки это протяжно-зажимное устройство с роликами подачи.
В вопросе подбора оборудования секрет прост: всегда учитывайте производственные задачи!!! Не цена должна влиять на Ваш выбор, а правильно проведённый технико-экономический анализ задач производственного процесса. Обращайте внимание на мощность двигателя привода, количество пар роликов, тип траверсы прижимных роликов, тип опорно-тормозного устройства. Типы механизмов подачи проволоки, предлагаемые нашей компанией вы можете изучить, перейдя по ссылке: http://ivrus.com.ua/wpccategories/mehanizmy
А теперь о главном:
1) для ЭФФЕКТИВНОЙ работы подающих мех-мов с прижимным устройством, снабженным одной парой роликов используйте только проволоку диаметром до 1,0 мм, намотанной на катушку общей массой до 5 кг (нетто проволоки); при этом длина шлангпакета сварочной горелки не должна превышать 3 м;
2) для обеспечения стабильной работы мощных полуавтоматов на проволоке диаметром до 1,6 мм должен быть установлен подающий механизм с двумя парами роликов. Обратите внимание на тип траверсы прижимных роликов (верхних, без канавки): она может быть однорычажной — фиксация траверсы одним прижимным винтом (например наши механизмы SSJ-7 и SSJ-15) или двухрычажной — каждый ролик закреплён в индивидуальной траверсе (SSJ-11) и прижимное устройство регулируется для каждого ролика отдельно. Чаще всего однорычажные устройства используют для работы с проволокой диам. до 1,0 мм. Двухрычажный механизм даёт возможность точно настроить усилие прижима для каждой пары роликов и таким образом обеспечить равномерную подачу проволоки даже на высоких скоростях сварки, т.е решить проблему неравномерной подачи, стирания роликов и изнашивания привода вращения роликов (т.наз. «мотора»).
3) проверьте правильность установки подающего ролика в механизме подачи проволоки. Подающий ролик двусторонний и имеет две канавки под проволоку Ø 0.8-1.0мм. Для сварки углеродистых и нержавеющих сталей используется ролик с V-образной канавкой. Обращаем Ваше внимание на то, что рабочей канавкой подающего ролика является канавка, которая максимально близко расположена к двигателю подающего механизма. Неправильное позиционирование ролика может привести к нестабильной подаче проволоки и дефектам сварочного шва.
4) проверьте состояние роликов: нет ли на них ржавчины, следов смазки, видимых повреждений, чистые ли канавки.
5) при установке ролики должны «плотно сидеть» на шпонках без люфтов и перекосов жимное устройство
6) установите катушку со сварочной проволокой на тормозном устройстве; проверьте, чтобы отверстие на катушке совпало со стопором тормозного устройства, а также проверьте, чтобы диаметр проволоки соответствовал диаметру подающего ролика
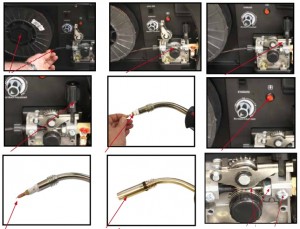
7) поднимите ручку / ручки прижимного винта траверсы / траверс верхнего ролика и вставьте проволоку в направляющую металлическую трубку, прижмите проволоку (но не слишком сильно), а затем направьте проволоку через гнездо в подающий канал горелки. Зафиксируйте проволоку прижимным роликом
8) снимите сопло и токоподводящий наконечник с горелки. Нажмите и удерживайте кнопку заправки проволоки пока проволока через подающий канал не выйдет из горелки (холостая протяжка). Наденьте сопло и токоподводящий наконечник на горелку
9) после холостой протяжки ослабьте прижимные винты траверс и снова выполните протяжку; постепенно закручивайте винты до тех пор, пока не установится равномерная и плавная подача проволоки, после чего дополнительно зажмите винты ещё на пол-оборота. В подающих мех-мах с двухрычажным траверсом сначала настраивается прижим на правой паре роликов, а затем — на левой
10) правильно отрегулируйте усилие тормоза катушки с помощью винта пружины тормозного устройства: если катушка с проволокой, установленная на втулке тормозного устройства вращается свободно и после снятия усилия сразу останавливается — тормоз настроен правильно; если после снятия усилия катушка продолжает вращаться по инерции — затяните винт тормозного устройства
11) не забывайте периодически очищать компрессором подающие ролики и внутренние полости механизма подачи от пыли
12) не оставляйте катушку проволоки в механизме подачи на длительное время без использования — это может привести к коррозии
13) убедитесь, что сварочная горелка присоединена правильно и надёжно.
Следуйте нашим рекомендациям и будьте уверены, что Ваш полуавтомат не даст осечки
П.с.: при написании данных рекомендаций были использованы материалы статьи нашего уважаемого коллеги Е. Б. Юрлова «Механизмы подачи проволоки. Принцип работы, устройство, основные элементы, рекомендации по выбору и эксплуатации» // Журнал Сварка и металлоконструкции. Вып. №4 июль-август 2017.


