Уважаемые начинающие, продолжающие и умудрённые опытом коллеги, работающие с оборудованием для полуавтоматической сварки в среде защитных газов, не секрет, что результат ваших трудов зависит не только от верной руки и зоркого глаза.
Качество сварки также зависит от угла, под которым вы держите горелку в процессе работы, направлении сварки, длине электродной проволоки на выходе из сопла горелки(вылета проволоки), скорости сварки, толщины свариваемого металла, скорости подачи сварочной проволоки, силы сварочного тока и сварочного напряжения.
Ниже приведены основные технические приёмы, которые полезно будет учитывать и использовать всем без исключения пользователям сварочных полуавтоматов. При этом положение сварочной горелки в процессе работы (направление и угол сварки) определяют характеристики и внешний вид сварочной ванны и глубину проплавления.
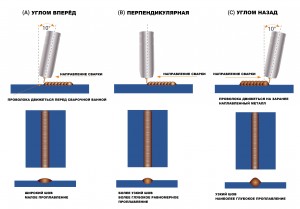
Техника «углом вперёд»: электродная проволока движется перед сварочной ванной с нажимом на поверхность свариваемого металла. При этом лучше просматривается конец проволоки и направление её движения; тепло лучше отводиться от сварочной ванны, что позволяет увеличить скорость сварки, однако глубина проплавления (проваривания) наименьшая. Однако контроль ширины шва затруднён. Отлично подходит при сварке тонких материалов. Ширина сварочного шва наибольшая при наименьшей его высоте. Требуется минимальная обработка (зачистка) шва после сварки.
Техника «перпендикулярная»: электродная проволока подаётся непосредственно в сварочную ванну строго перпендикулярно свариваемому металлу. Преимущественно используется при автоматической сварке. Ширина шва и глубина проплавления средняя. Более глубокое проваривание по сравнению с результатом использования предыдущей техники.
Техника «углом назад»: проволока выступающая из сварочной горелки движется на ранее наплавленный металл; дуга и тепло (энергия) концентрируются в сварочной ванне. Свариваемый металл нагревается сильнее, что даёт большее проплавление. Ширина шва — наименьшая из всех трёх техник, однако сам шов наиболее высокий. Рекомендуется для сваривания более толстых заготовок. При использовании этой техники легче контролировать ширину шва.


